Применения — Химическая отрасльСистема контроля толщины полимерной пленки
Юрий Андреевич САЗОНОВ, директор ООО «ПроПластик», г. Серпухов, Станислав Валентинович ЖИГАЛКИН, инженер АСУ ООО «ПроПластик»
Предприятие «ПроПластик» расположено в Серпухове Московской области и является одним из ведущих производителей пленки и полиэтиленовых пакетов в России. Компания работает уже более 7 лет и производит продукцию высокого качества, пользующуюся спросом не только в Москве и Подмосковье, но и по всей России. Предприятие выпускает пакеты из полиэтиленовой пленки высокого и низкого давления толщиной от 20 до 100 микрон разной ширины. Пленка производится на самом предприятии (фото 1, 2). Для повышения ее качества была разработана и внедрена система контроля толщины рукавной пленки с использованием лазерного датчика и приборов ОВЕН.
Описание технологического процесса
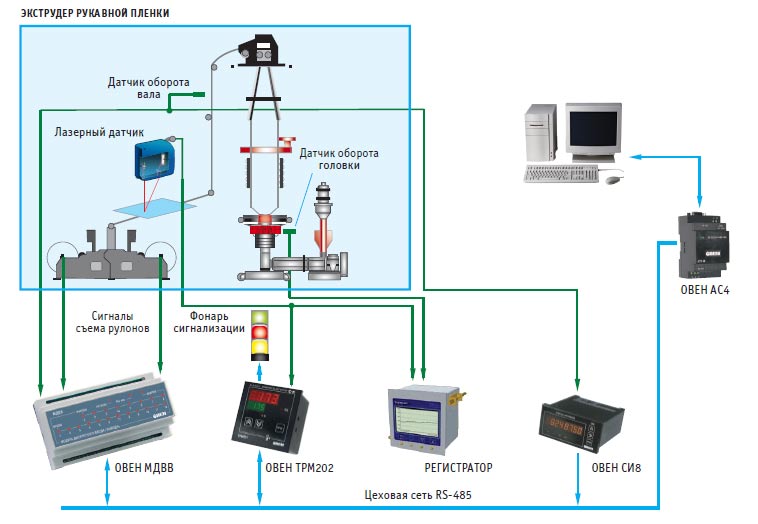
Процесс производства пленки на предприятии стандартный: расплавленная полиэтиленовая масса выдавливается шнеком экструдера из кольцевой щели вращающейся головки, а подведенный сжатый воздух создает рукав пленки в виде вертикального столба. Охлажденная в верхней части столба пленка складывается и затем через ряд валов поступает на намотчик. На намотчике рукав разрезается и сматывается в рулоны. Удаленная диспетчеризация, организованная на предприятии, обеспечивает контроль характеристик пленки, изготавливаемой на трех основных экструдерах. Данные с них поступают по интерфейсу RS-485 на компьютер через автоматический преобразователь USB/RS-485 ОВЕН АС4.
Аппаратные средстваСистема состоит из лазерного измерителя толщины пленки с точностью измерения ± 1 мкм, приборов ОВЕН и программного пакета Master SCADA. На рисунке 1 представлен экструзионный комплекс с системой контроля. В качестве измерителя используется лазерный триангуляционный датчик с аналоговым выходом 4...20 мА и напряжением 12 В от блока питания ОВЕН БП15Б-Д2-12. Измеритель двухканальный с интерфейсом RS-485 ОВЕН ТРМ202 определяет и контролирует толщину пленки путем вычисления разности между расстоянием от лазерного датчика до поверхности скольжения пленки и расстоянием от датчика до поверхности пленки. При выходе толщины пленки из заданного диапазона или при сужении сложенного рукава ТРМ202 включает сигнализацию. Электронный самописец строит график изменения толщины пленки за период оборота головки. Сигналы съема рулонов подаются на входы модуля дискретного ввода/вывода ОВЕН МДВВ (рис. 1), а программа фиксирует метраж каждого рулона. От индуктивного датчика подается импульс оборота вытяжного вала на счетчик ОВЕН СИ8, который считает обороты вала и переводит в метраж выпущенной пленки. Переменное напряжение (220 В) подается на приборы системы контроля через блок сетевого фильтра ОВЕН БСФ-Д2-0,6.
Программные средства
Программа дополнена опцией Интернет-клиент с возможностью доступа из Интернета авторизированного пользователя.
Читателям, заинтересовавшимся стационарной и переносной системами контроля толщины пленки, можно обращаться по телефону: (4967) 311-616 или E-mail: stanislavzh@mail.ru Статья опубликована в журнале «Автоматизация и производство» №2 2008.
|
 |
 |
|
.jpg)